
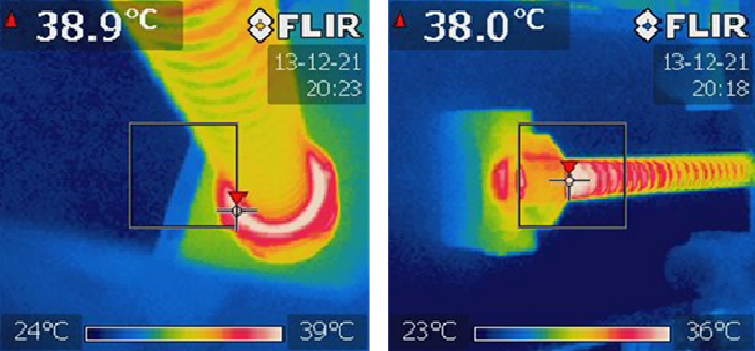
W dalszym ciągu pośredni układ pomiarowy w posuwowych napędach obrabiarek sterowanych numerycznie jest powszechnie stosowany przez producentów. Szczególnym przypadkiem, jest serwonapęd w konfiguracji węzeł ustalający węzeł swobodny. W takim przypadku aktualna pozycja sań suportowych jest kalkulowana na podstawie pozycji kątowej wału silnika. Znajomość przełożenia łańcucha kinematycznego umożliwia wyznaczenie aktualnej pozycji. Zatem śruba toczna bierze czynny udział w procesie pomiaru pozycji sań suportowych. Zmiana długości śruby tocznej na skutek odkształceń termicznych wywołanych energią dyssypowaną w postaci ciepła powoduje zmianę jej skoku, generując tym samym błąd podziałki serwonapędu. Rysunek 1 przedstawia termograf pracującej przekładni śrubowo tocznej oraz węzła łożyskowego uderzającego śrubę toczną.
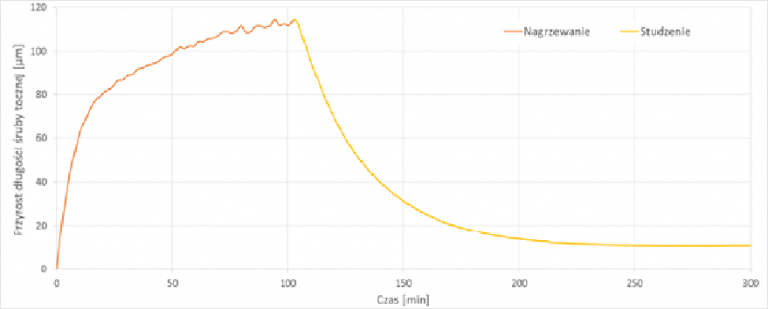
To niekorzystne zjawisko obserwuje się w szczególności w przypadku małych i średnich obrabiarek, gdzie masa śruby tocznej, a co za tym idzie jej pojemność cieplna, jest niewielka przyczyniając się dużej dynamiki zmian błędu spowodowanego odkształceniem termicznym. Zjawisko to, nazywane „ efektem przerwy śniadaniowej ”, sprawia, że śruba toczna szybko się stabilizuje termicznie, by po krótkiej przerwie 15 – 20 min wrócić do stanu przed stabilizacją, generując błąd sięgający kilkudziesięciu mikrometrów. Rysunek 2 przedstawia wartość, a także dynamikę zmian błędu pozycjonowania spowodowanego odkształceniami termicznymi.
Wartość błędu pozycjonowania zależy od intensywności pracy jak również od pozycji sań suportowych zgodnie z poniższym równaniem:
gdzie:

Istniej wiele metod minimalizacji skutków tego niekorzystnego zjawiska. Można wyróżnić następujące:
- Rozgrzewanie wstępne
- Bezpośredni układ pomiarowy
- Napięcie wstępne śruby tocznej
- Stabilizacja temperaturowa
- Programowa kompensacja odkształceń termicznych na podstawie pomiaru gradientu temperatury
- Programowa kompensacja odkształceń na podstawie pomiaru wydłużenia śruby tocznej
Wszystkie wymienione powyżej metody przyczyniają się do wzrostu kosztu materiałowego lub redukcji produktywności obrabiarki przez dodatkowe operacje przygotowawcze jak np. rozgrzewanie wstępne. Próby rozwiązania tego problemów podjęte w Laboratorium Maszyn Inteligentnych zaowocowało patentem na wynalazek nr 232350 z dnia 14.06.2019 pt. Sposób kompensacji odkształceń termicznych przekładni śrubowo – tocznych.
Opracowana metoda umożliwia predykcję i kompensację odkształceń termicznych przekładni śrubowo – tocznych w sposób bezczujnikowy tzn. bez dodatkowej sensoryki umożliwiającej pomiar temperatury lub zmiany długości śruby tocznej niezależnie od warunków pracy.
Najważniejsze korzyści jakie wnosi zastosowanie opracowanej metody to:
- Redukcja błędu pozycjonowania spowodowanego odkształceniem termicznym śruby tocznej na skutek pracy. W zależności od przyjętego scenariusza testu, maksymalna wartość błędu względnego predykcji w badanym przypadku mieści się w zakresie 3-25% oraz 1-18 µm błędu bezwzględnego.
- Redukcja dynamiki zmian tego błędu. Maksymalna szybkość zmian błędu pozycjonowania
z uwzględnieniem kompensacji wartością odwrotną do wyniku predykcji wyniosła 0,006725 µm/s, podczas gdy w przypadku błędu pozycjonowania bez uwzględnienia wartości kompensacji było to 0,0716 µm/s, co stanowi dziesięciokrotne spowolnienie szybkości zmian błędu korzystnie wpływając na proces kompensacji.
Obecnie prace koncentrują się nad połączeniem metod czujnikowych oraz bezczujnikowych. Opracowanie metody hybrydowej predykcji i kompensacji umożliwi dalszy wzrost dokładności predykcji przyczyniając się do większej skuteczności opracowanej metody.